NGK Electronic Devices is part of the NGK Group. They develop and manufacture ceramic products like crystal packages and circuit boards. These components are used in mobile phones, optical communications, digital cameras, and automobiles. The company implemented CData Sync to automate quality data collection and enable real-time quality improvements.
Challenges
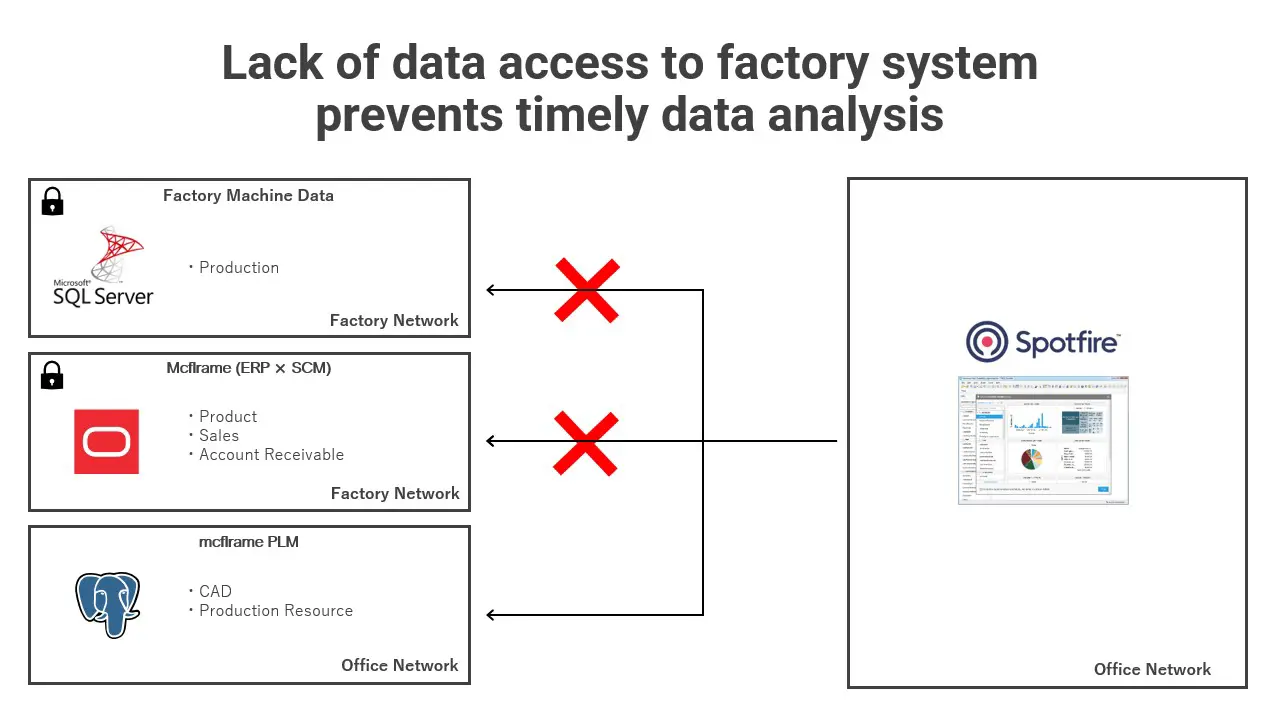
Multiple systems operated in isolation, creating data silos
Factory systems ran on closed networks, blocking data access from outside factories
Manual Excel-based data collection caused delays in quality checks
Solution
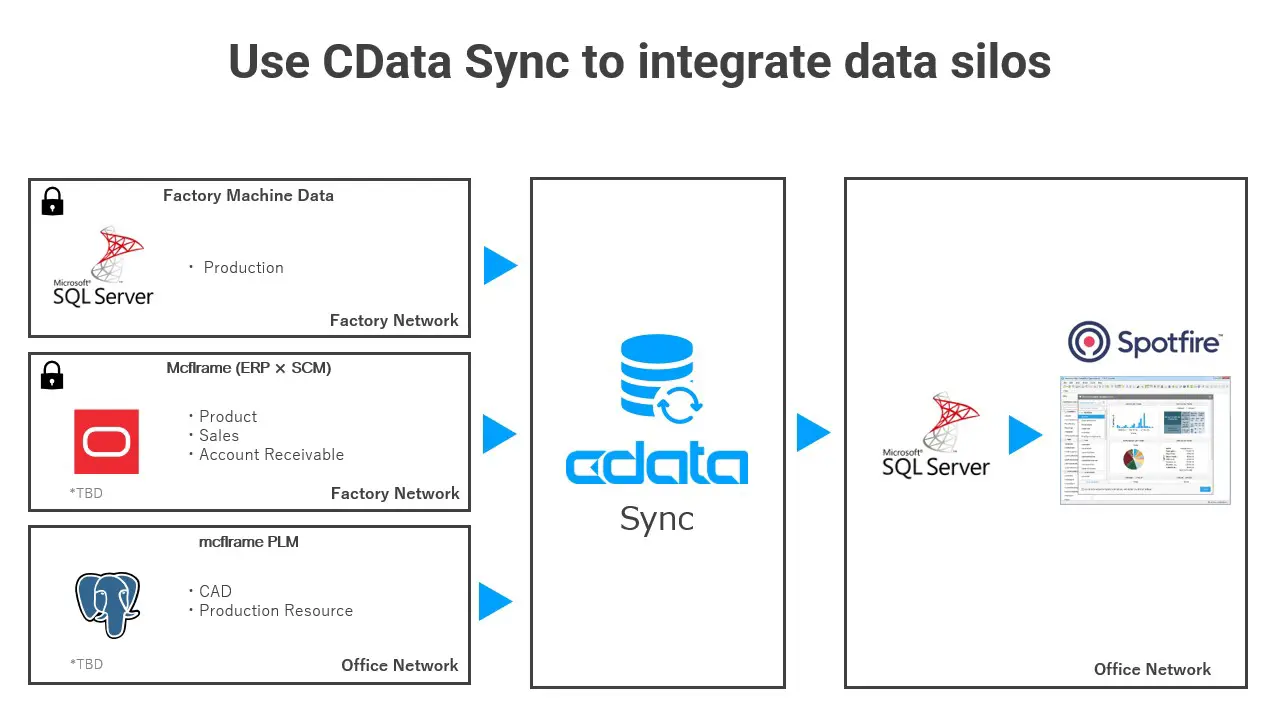
Deployed CData Sync to replicate factory data to SQL Server
Built no-code data pipelines accessible from office networks
Reduced implementation time from one month to three days
Interview with key personnel
We spoke with Mr. Noro (Executive Officer, General Manager) and Mr. Marumoto (Information Department).
Q: What were your goals for this project?
Mr. Noro: We wanted to eliminate data silos and use manufacturing data in real time for quality improvement. This was part of NGK's Digital Vision initiative.
Our manufacturing data was scattered across multiple systems - core systems, MES, PLM, and custom applications. Each system was isolated from the internet for security reasons. Office staff couldn't access them directly.
Staff with network access had to manually collect data in Excel. This created bottlenecks. We couldn't perform timely quality checks or respond quickly when equipment parameters changed.
We decided to build a data platform as part of our DX efforts.
Q: Why did you choose CData Sync?
Mr. Marumoto: We develop in-house solutions for our competitive advantages, including yield improvement. But we don't have database specialists on staff.
Codeer Co., Ltd., our database support partner, recommended CData Sync. We ran hands-on seminars and free trials. The solution immediately made sense to us.
Two features stood out:
When we had issues setting up Change Data Capture (CDC), support responded the same day with a solution.
Q: What results have you achieved?
Mr. Noro: We started by integrating our factory equipment data collection system. We built SQL Server on the office network and used CData Sync's CDC to pull data in near real-time.
The data feeds into TIBCO Spotfire dashboards for yield analysis. This eliminated our data collection bottleneck. Now everyone from management to field staff can make quality improvements using fresh data.
Mr. Marumoto: This was our first data integration project, but CData Sync made it smooth.
Before, we struggled to find data even when it existed. CData Sync automatically discovers and displays tables and columns, making searches easy.
Some replication jobs involve 80-100 tables with up to 400 columns each. Without proper tools, this would become person-dependent. CData Sync's GUI shows all connection settings and job details clearly. This makes handoffs easy and reduces both setup and operational hours.
Phase two will integrate with MCFrame, our ERP/SCM package. We're also planning to consolidate product masters from multiple systems using CData Sync with MDM tools.
Q: What are your future plans?
Mr. Noro: We manage 500-600 product numbers. We produce about 300 million units monthly across 80 active products. Our Yamaguchi factory in Japan and Penang factory in Malaysia work together to supply global markets. Data analytics helps us maintain quality across this wide product range.
In the past, experienced workers judged ceramic quality by color during firing. Now we use data visualization and analysis. We set thresholds in shared dashboards. This lets all employees, including new hires, improve quality based on data.
We've already automated processing and image inspection. Our goal is complete manufacturing automation by integrating data from all systems and combining product information with equipment parameters.



